|




- 品牌:科牧
- 货号:咨询客服
- 发布日期: 2022-07-19
- 更新日期: 2026-04-30
| 装机容量 | 咨询客服 |
| 外型尺寸 | 咨询客服 |
| 品牌 | 科牧 |
| 货号 | 咨询客服 |
| 用途 | 咨询客服 |
| 介质尺寸 | 咨询客服mm |
| 型号 | km |
| 制造商 | 科牧 |
| 是否进口 | 否 |
自动配料系统工作流程:
1.称重料斗装置了称重传感器,并连接输入到工控机。本系统设计停机时对每套称重料斗进行人工检零,可监视称重料斗归零位是否正常;在连续配料运行过程中进行自动检零,可修正称重料斗的零位变动,确保计量准确度。
2.操作者点击配料运行过程开始后,PLC控制 种物料加料的气动阀、螺杆开启,该种物料徐徐加入称重料斗,计算机实时监测称重计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开, 种物料加料气动阀、螺杆关闭,待稳定后测得称重料斗和已加入物料的总重,并以此值作为 种物料加料前的零位。
3.紧接着开始 种物料的加料过程,如此反复至 、第三 ,直至全部物料加料完毕。
4.加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料气动阀开,混合料在重力作用下自然流出。系统实时监测称重料斗计量传感器传送过来的信号,当检测到称重料斗总重量恢复到初始零位时,放料阀关闭,放料过程结束,进入混合流程。
5.操作者可预先设定每次投料开启的顺序。
6.系统可记录运种中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。
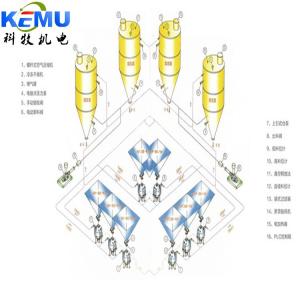
7.配料系统机组主要由多头螺杆喂料机、破拱装置、输送线、投料仓、升降式计量称、除尘装置、钢平台、提升机、控制系统组成。
8.配料系统的工作流程是:人工将物料利用提升机提升至平台;人工将物料分别放到对应的料仓;设定配方--人工将周转桶放到输送线入口一周转桶定位--喂料机将物料送入周转桶;计量称 称重一由输送机自动输送到下一单元重复配料-周转桶自动输送到出口,人工收集放标识卡。
购买需知:厂家直销非标定制产品;因产品型号、材质、规格的不确定性;所以网站上所表示的商品价格仅供参考。具体产品价格 以使用材质不同;规格不同所定;需要跟公司相关人员沟通后确定产品方案才能报价。联系电话13305693565

自动配料系统特点
1.适应多品种小配量高速度高精度的配料要求。
2.采用一称双料,设备投资低,占地面积小。
3.设备和原料接触的部分均采用不锈钢材料。
4.投料仓装有料位检,存量低于低料位时信号灯亮提醒补料。
5.根据原料特点选配流化装置,促进原料流化顺利出料。
6.配置除尘装置环境清洁,保障配料工人健康。
7.可根据原料种类柔性配置,投料仓清理方便,不留残料。
在自动配料系统设计、设备选型和实施过程中遵循以下原则:
1.技术成熟:成熟的控制技术是系统稳定运行的保证, 设计中要尽可能使用经过实践验证的控制技术。
2.通用性:在选型过程中充分考虑设备使用维护及备件购买的方便性,在满足设计要求的情况下尽可能选择通用电气产品。
3.标准性:在选型中使用标准方法, 设备厂商标准产品。
4.可靠性:尽可能的增加异常检测, 系统的容错性,提高系统可靠性; 故障停机时间缩短。
5.扩展性:在满足目前生产工艺的要求前提下, 扩展空间(如增加配料品种等)。
自动配料系统技术参数
适用于单袋配料、单袋混料、单袋包装,每小时能配5-10吨,10-15吨;
配料种类多,可配4-6种物料;
配料精度≤±0.5%,包装精度≤±0.2%
可根据用户生产需要随时更改配方;
具有打印功能,可随时打印报表;
具有现场或远程系统功能,连接有大屏幕显示当前配方;
占地面积小(地上式、半地下式、地下式),耗电低,操作简单,易维护,降低投资成本。
配料设备主要功能及优点:
1、具有对配方中各种固体物料的自动配料控制功能、手加料控制功能。
2、具备液体秤称量加液控制功能。
3、具备流量计加液控制功能。
4、对混合机 干混、湿混和排料的定时控制功能。
5、配料控制系统建立一套先进的安全机制和用户权限管理系统,并辅助以数据库的安全机制来保证软件系统资料的安全。
6、采用混合型计算机系统设计,更强的容错能力,可靠性高。