|




- 品牌:科牧
- 货号:咨询客服
- 发布日期: 2022-07-19
- 更新日期: 2026-05-11
| 装机容量 | 咨询客服 |
| 外型尺寸 | 咨询客服 |
| 品牌 | 科牧 |
| 货号 | 咨询客服 |
| 用途 | 咨询客服 |
| 介质尺寸 | 咨询客服mm |
| 型号 | km |
| 制造商 | 科牧 |
| 是否进口 | 否 |
自动配料系统实用功能:
1.实时显示温度、压力、液位、重量以及体积等参数,并根据条件对储罐做出对应的超高或超低报警提示;
2.集成各种控制功能,如泵和阀门控制、报警系统,具有储罐的历史记录查询以及曲线变化,并进行归档;
3.具有MES、ERP等企业办公软件的专用接口,可对物料进行出入库管理、库存管理、采购管理、成本管理等;
4.通过网络将数据上传到云端服务器,可随时随地监控储罐的实时状态。
配料系统概述
配料控制系统针对配料工段进行监控和自动化配料而设计开发的可视化电脑操作系统。具有操作简单方便、可靠性强、人机界面友好、功能完备等特点,可广泛应用于饲料、粮食、制药、冶金、化工等需要电脑自动配料的行业,智能化信息化水平高:上位机具有配方库管理功能;智能报表软件为生产管理提供大量数据信息,如配料结果列表、原材料消耗列表、生产量列表、配方使用结果记录等,可按时间、配方等生产班报、日报、月报和年报等统计及打印功能。同时提供两种用户自定义报表组件,一种是采用水晶报表进行二次设计;另外一种是把数据无缝嵌入到EXCEL报表中。另外,系统可与其他管理系统进行数据交互,满足深层次的数据分析要求。上位将每次运行各路的累计量、配比、运行起止时间等参数存储,以便查询。配料系统 的软件部分可自动完成系统配料工艺流程,计算机画面实时显示配料系统 (工作流程,软件操作简单,画面逼真。同时具有如下特点:上位机软件设置运行密码和重要参数密码修改保护,且用户实现分级管理,可任意定义人员的权限。
1) 配料控制系统采用西门子S7-200系列可编程序控制器(PLC)为核芯,体积小,精度高,稳定性能好。
2) 自动配料系统可同时控制多台秤,多种不同物料或控制输出(根据工艺而定)。
3) 智能化控制配料时间,配料各秤之间无任何等待,使得配料周期缩短,提高配料速度和产量。
4) 称重配料控制系统采运行于Windows系统平台,运行更快速,更稳定,实时动态生产画面,展现生产进程,操作直观、清楚、自动恢复功能。
5) 称量配料设备强大报表功能,能大量记录储存各类数据和制表打印,自动于每次生产完成后编印配料报表,并提供日期,时间,报表编号及每种物料的实际消耗量等资料;报表提取采用PC手动查询方式,生产结束报表寄存在电脑内部,可无限次读取,保证生产报表的正确性和完整性。
6) 操作简单,本系统具有手动,半自动,全自动三种生产模式。
7) PLC处理数据能力强,采样速率快速稳定,配料工艺完全可满足工艺要求配料。
8) 配料称重系统 工艺可根据用户来设定。
9) 可靠性好,配料称重系统 系统有两种控制方案(触摸屏和工控机方案)当其中的外种有故障时另外一台马上切入运行不影响生产,称量配料系统能够杜绝生产故障时出现生产失控现象。
10) 计量配料系统实时图形显示生产流程和文本显示生产过程,方便操作员操作。
11) 配料称重系统文本文件显示生产报表,配方报表等(有多项打印内容由用户自行选用)强大的报警提示功能,可以将废品率降到 程度
12) 配料控制系统均匀性,各骨料放料时采用变频器控制放料速度使的各骨料在相等的时间内放完,保证了配料的均匀性。
13) 配料控制系统线上自动监控软件:人与生产线之间的关系由被动转为主动,一旦生产出现异常情况,计算机系统立即主动发警报给相关人员,主动做提醒功能,通过实时的在线监视器,随时监控生产的重要信息。

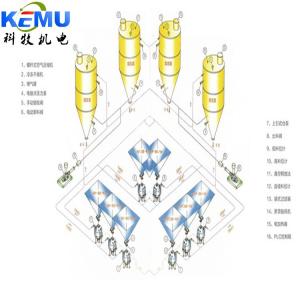
自动定量配料系统一般为定制型设备,针对不同业主需求针对性设计。一套完整的配料控制系统一般由储料部分、给料系统、称重系统、混合和输送系统和中心控制及通信系统组成,配料系统是采用工控机或PLC及液晶显示器,可靠性高, 抗干扰能力强。
自动配料计量设计思路及选型
1、设计思路
自动配料系统是一种在线测量动态计量系统,集输送、计量、配料、定量等功能于一体,在各种配料生产线上得到广泛应用。自动配料控制系统,可改善劳动条件、提高产品质量和生产效率。
计量配料系统可以根据不同现场工艺要求,把所需料以及所需辅料重量设定好,在自动配料时,根据操作人员所选配方自动完成配料及卸料过程。控制系统可储存多种不同配料配方,一键调取,不需反复调试。
在普通报表中选择所要查询的信息,修改日期,就可以浏览到各料的配料情况,日用量报表、累计用量报表等可储存输出。如需打印连接打印机即可。
2、控制系统配件选型
此系统触摸屏、工控机、PLC、变频器、电气元件等可选用品牌,我司一般选用施耐德、西门子、ABB、三菱威纶通等一线品牌。
3、配料控制系统技术特点
称料根据提前设定好的配方自动下料,实际下料误差在下次下料时自动修正,称料结束后,卸料时根据时间设定前期混料,避免在混料料仓混合不均匀影响炉况。
4、自动配料的优点:
A、累计误差小;
B、配料速度快;
C、配方可随时调整;
D、报表可查询当班配料量、当月配料量,方便成本核算。
E、操作方便、维修简单、运行可靠。
5、配料监控
配料系统从仪表中读取主料累计、瞬时流量、设定流量、仪表状态等相关数据。仪表状态显示调零状态、调间隔状态、运行状态或报警状态等等。配料系统从PLC读取配料设备状态(配料秤远程、运行、跑偏、断料、报警等),显示出各给料机所处的状态,使监控人员对设备有全面的了解及控制。

自动配料系统概述:
自动配料控制系统融合了计算机技术、自动控制、通讯技术、称重技术为一体,其控制功能完善,显示、操作集中,数据处理方便,安装、维护简单,系统便于扩展。在结构上解决了计算机集中控制系统的”危险集中”的问题,做到”管理集中危险分散”,系统稳定可靠满足了在连续生产过程中的使用。
自动配料设备应用组态软件来完成数据采集和过程控制支持多种通讯协议,为用户提供多种设备支持,丰富多彩的动态画面和系统的强大功能,让你轻松操作,配料控制系统具有很强的伸缩性,更易于与其它系统集成,更有效地保护用户的投资。冗余站利用两个冗余CPU,提高了更高的可用性和安全性,它根据二选一的原则,在故障发生时开关自动从运行中的系统切换到另一个系统。这样对单站系统来说,你就可以为每个子系统提供双重的电源或工业以太网通讯模块,并加以组合。安全可靠和先进实用的系统设计选择了成熟和先进的分布式计算机控制系统,在生产过程中信息集中管理和科学操作的前提下,使危险分散,提高系统的可靠性,用PLC采集现场各种数据,并通过高速网络传送到中央控制室集中监控和管理,中央控制室主机也通过高速网络将控制命令传送到PLC测控终端,实
施对各单元的分散管理。
自动化配料设备主机采用工业PC机作为上位机(工业计算机,与普通计算机完全兼容,更为适应工业恶劣环境)+ PLC+称重模块(或称重信号采样板)+荷重传感器+称重执行机构。可含计量控制主机(上位机)、称重软件(计量软件/控制软件)、plc称重控制仪表、称重传感器、称量仓f也称作斗式秤、仓式秤,方式可以是增量秤和减量秤);并且大多数情况下用变频器控制。
称重配料控制系统也会采取由上位机一工业电脑,下位机-PLC可编程序控制器,粉体配料,液体配 料,微量加料及控制系统等部分组成。本称重配料控制系统是以真空上料,加料螺杆定量加料,称重料斗自动称重配料,同时进行累加称重的一种自动称重系统。适合于物料的 计量和生产过程中的自动配料作业。
自动配料系统技术参数
适用于单袋配料、单袋混料、单袋包装,每小时能配5-10吨,10-15吨;
配料种类多,可配4-6种物料;
配料精度≤±0.5%,包装精度≤±0.2%
可根据用户生产需要随时更改配方;
具有打印功能,可随时打印报表;
具有现场或远程系统功能,连接有大屏幕显示当前配方;
占地面积小(地上式、半地下式、地下式),耗电低,操作简单,易维护,降低投资成本。