|




- 品牌:科牧
- 货号:咨询客服
- 发布日期: 2022-08-02
- 更新日期: 2026-05-14
| 装机容量 | 咨询客服 |
| 外型尺寸 | 咨询客服 |
| 品牌 | 科牧 |
| 货号 | 咨询客服 |
| 用途 | 咨询客服 |
| 介质尺寸 | 咨询客服mm |
| 型号 | km |
| 制造商 | 科牧 |
| 是否进口 | 否 |
堆场钾肥自动配料生产线实用功能:
1.实时显示温度、压力、液位、重量以及体积等参数,并根据条件对储罐做出对应的超高或超低报警提示;
2.集成各种控制功能,如泵和阀门控制、报警系统,具有储罐的历史记录查询以及曲线变化,并进行归档;
3.具有MES、ERP等企业办公软件的专用接口,可对物料进行出入库管理、库存管理、采购管理、成本管理等;
4.通过网络将数据上传到云端服务器,可随时随地监控储罐的实时状态。
堆场钾肥自动配料生产线概述:
自动配料控制系统融合了计算机技术、自动控制、通讯技术、称重技术为一体,其控制功能完善,显示、操作集中,数据处理方便,安装、维护简单,系统便于扩展。在结构上解决了计算机集中控制系统的”危险集中”的问题,做到”管理集中危险分散”,系统稳定可靠满足了在连续生产过程中的使用。
自动配料设备应用组态软件来完成数据采集和过程控制支持多种通讯协议,为用户提供多种设备支持,丰富多彩的动态画面和系统的强大功能,让你轻松操作,配料控制系统具有很强的伸缩性,更易于与其它系统集成,更有效地保护用户的投资。冗余站利用两个冗余CPU,提高了更高的可用性和安全性,它根据二选一的原则,在故障发生时开关自动从运行中的系统切换到另一个系统。这样对单站系统来说,你就可以为每个子系统提供双重的电源或工业以太网通讯模块,并加以组合。安全可靠和先进实用的系统设计选择了成熟和先进的分布式计算机控制系统,在生产过程中信息集中管理和科学操作的前提下,使危险分散,提高系统的可靠性,用PLC采集现场各种数据,并通过高速网络传送到中央控制室集中监控和管理,中央控制室主机也通过高速网络将控制命令传送到PLC测控终端,实
施对各单元的分散管理。
自动化配料设备主机采用工业PC机作为上位机(工业计算机,与普通计算机完全兼容,更为适应工业恶劣环境)+ PLC+称重模块(或称重信号采样板)+荷重传感器+称重执行机构。可含计量控制主机(上位机)、称重软件(计量软件/控制软件)、plc称重控制仪表、称重传感器、称量仓f也称作斗式秤、仓式秤,方式可以是增量秤和减量秤);并且大多数情况下用变频器控制。
称重配料控制系统也会采取由上位机一工业电脑,下位机-PLC可编程序控制器,粉体配料,液体配 料,微量加料及控制系统等部分组成。本称重配料控制系统是以真空上料,加料螺杆定量加料,称重料斗自动称重配料,同时进行累加称重的一种自动称重系统。适合于物料的 计量和生产过程中的自动配料作业。

堆场钾肥自动配料生产线工作流程:
1.称重料斗装置了称重传感器,并连接输入到工控机。本系统设计停机时对每套称重料斗进行人工检零,可监视称重料斗归零位是否正常;在连续配料运行过程中进行自动检零,可修正称重料斗的零位变动,确保计量准确度。
2.操作者点击配料运行过程开始后,PLC控制 种物料加料的气动阀、螺杆开启,该种物料徐徐加入称重料斗,计算机实时监测称重计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开, 种物料加料气动阀、螺杆关闭,待稳定后测得称重料斗和已加入物料的总重,并以此值作为 种物料加料前的零位。
3.紧接着开始 种物料的加料过程,如此反复至 、第三 ,直至全部物料加料完毕。
4.加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料气动阀开,混合料在重力作用下自然流出。系统实时监测称重料斗计量传感器传送过来的信号,当检测到称重料斗总重量恢复到初始零位时,放料阀关闭,放料过程结束,进入混合流程。
5.操作者可预先设定每次投料开启的顺序。
6.系统可记录运种中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。
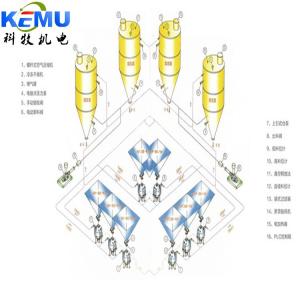
7.配料系统机组主要由多头螺杆喂料机、破拱装置、输送线、投料仓、升降式计量称、除尘装置、钢平台、提升机、控制系统组成。
8.配料系统的工作流程是:人工将物料利用提升机提升至平台;人工将物料分别放到对应的料仓;设定配方--人工将周转桶放到输送线入口一周转桶定位--喂料机将物料送入周转桶;计量称 称重一由输送机自动输送到下一单元重复配料-周转桶自动输送到出口,人工收集放标识卡。
堆场钾肥自动配料生产线具有如下优势:
(1)整个系统采用集散型结构,开放性好、易于扩展、性能稳定可靠“结构模式:“上位计算机+PLC系统+固体配料控制仪表”,各部分设备的连接采用RS485现场总线,结构简单、可靠。
(2)称重仪表采用 的控制器,它具有高精度,高可靠性,抗干扰能力强等特点。传感器选用高精度称重模块。称重模块安装简单、维护方便。
(3)称重配料系统使用的计算机监控管理功能强大、实时采集,及时显示运行工况及有关数据,画面形象逼真,动感强;可自动完成系统配料工艺流程,计算机画面实时显示称重配料控制系统工作流程,软件操作简单,画面逼真。
(4)产品可靠性高,上位机软件设置运行密码和重要参数密码修改保护,且用户实现分级管理,可任意定义人员的权限。智能报表软件为生产管理提供大量数据信息,如配料结果列表、原材料消耗列表、生产量列表、配方使用结果记录等,可按时间、配方等生产班报、日报、月报和年报等统计及打印功能。
(5)故障响应准确及时,可自动显示或打印故障时间、性质和地点,并进行声光报警;控制模式可分为远程自动、本地自动、本地手动以及本地仪表控制等操作方式。